
Como um componente atuador chave em sistemas hidráulicos que realiza movimento linear bidirecional, o principal cilindro hidráulico de ação dupla com haste simples Na indústria, os cilindros hidráulicos são fabricados com três requisitos principais em mente: "alta precisão, forte resistência ao desgaste e vedação rigorosa". Em particular, a usinagem de furos profundos no corpo do cilindro e a usinagem de precisão da haste do pistão são os aspectos técnicos essenciais que determinam a vida útil e o desempenho do produto. Hoje, usando esse tipo de cilindro hidráulico como exemplo e incorporando o conceito de "Design para Manufatura (DFM)", vamos detalhar todo o processo de fabricação, desde a seleção de materiais e equipamentos até os processos passo a passo, ajudando você a entender a lógica tecnológica por trás dos componentes hidráulicos de precisão.
Os componentes principais de um cilindro hidráulico de dupla ação com haste simples incluem o corpo do cilindro, a haste do pistão, o pistão, a cabeça do cilindro dianteira, a cabeça do cilindro traseira, as vedações e os conectores. A seleção de materiais deve corresponder rigorosamente à tecnologia de processamento e às condições de trabalho, o que constitui um princípio fundamental do conceito DFM (Design for Manufacturing - Projeto para Manufatura).
Corpo do Cilindro: Tubos de aço sem costura são preferidos para o blank (um tipo de tubo de aço sem soldas, com material uniforme e alta resistência, eliminando a necessidade de perfuração posterior de furos profundos e adaptável às características estruturais de "grande relação comprimento/diâmetro" do cilindro hidráulico). O material é principalmente aço carbono de alta qualidade ou aço estrutural ligado. A precisão de usinagem do furo do cilindro precisa atingir o grau IT9~IT7 (IT é o código padrão de tolerância internacional; quanto menor o número, maior a precisão. A precisão do grau IT7 é maior que a do grau IT9, garantindo o encaixe preciso entre o furo do cilindro e o pistão, evitando vazamentos internos excessivos). Os erros de circularidade (um indicador que mede se a seção transversal da peça está próxima de um círculo perfeito; quanto menor o erro, mais uniforme o contato entre a parede interna do furo do cilindro e a vedação do pistão) e cilindricidade (um indicador que mede se todo o círculo externo ou furo interno da peça é uniformemente cilíndrico; quanto menor o erro, mais suave o movimento do pistão) não devem exceder 1/2 da tolerância de ajuste. A retilineidade do eixo (um indicador que mede se o eixo central da peça é reto, com um erro ≤0,03 mm em um comprimento de 500 mm, evitando o travamento do pistão durante o movimento) deve ser ≤0,03 mm em um comprimento de 500 mm, e a rugosidade superficial Ra = 0,1~0,4 μm (Ra é um indicador que mede a suavidade da superfície; quanto menor o valor, mais lisa a superfície. Essa faixa reduz o desgaste da vedação e prolonga a vida útil) (afetando diretamente a vida útil das vedações). Haste do Pistão: O componente principal que suporta a carga. O material preferencial é o aço 35 ou 45 (aço estrutural carbono comum de alta qualidade, com resistência moderada e fácil usinabilidade); para aplicações que envolvem impacto e vibração severos, utiliza-se aço 55 ou aço-liga 40Cr (um aço-liga estrutural com resistência e tenacidade aprimoradas devido à adição de cromo, adequado para suportar altas cargas de impacto). É necessário tratamento térmico (um processo que envolve aquecimento e têmpera do aço, seguido de revenimento em alta temperatura, visando melhorar o desempenho geral do material – garantindo resistência e um certo grau de tenacidade para evitar a fratura da haste do pistão sob tensão) até uma dureza de HB229~285 (HB é a unidade de dureza Brinell; quanto maior o valor, mais duro o material; essa faixa garante que a haste do pistão seja resistente ao desgaste e à deformação); para ambientes corrosivos ou marinhos, utiliza-se aço inoxidável com revestimento de cromo duro na superfície (aproximadamente 0,05 mm de espessura; a deposição eletrolítica de uma camada de cromo na superfície da haste do pistão melhora significativamente a resistência ao desgaste e à corrosão, prevenindo ferrugem e desgaste). A tolerância de ajuste é geralmente de grau H7/g8 ou H7/f8 (nas especificações de tolerância, H representa a tolerância do furo e g/f representa a tolerância do eixo; quanto menor o número, maior a precisão; H7/g8 proporciona um ajuste mais justo, H7/f8 um ajuste ligeiramente mais folgado, ambos usados para garantir o ajuste preciso entre a haste do pistão e a bucha guia, equilibrando a vedação e o movimento suave), com uma rugosidade superficial Ra=0,2~0,4μm e erros de circularidade e cilindricidade que não excedam 1/2 da tolerância do diâmetro. Pistão e Cabeçote: Os pistões são geralmente fabricados a partir de barras (matéria-prima metálica cilíndrica) ou barras trefiladas a frio (barras processadas por trefilação a frio, oferecendo alta precisão superficial e dimensões uniformes, reduzindo as tolerâncias de usinagem subsequentes e economizando custos). O material é ferro fundido (uma liga de ferro-carbono com alto teor de carbono, alta dureza e fácil fundição, mas baixa tenacidade) ou ferro fundido nodular (ferro fundido com adição de um agente esferoidizante, que faz com que os elementos de carbono internos se distribuam em formato esférico, resultando em tenacidade significativamente maior do que o ferro fundido comum, adequado para suportar os impactos repetidos do movimento do pistão). Os cabeçotes dianteiro e traseiro são feitos de aço carbono para garantir rigidez estrutural e compatibilidade de soldagem.
Peças padrão: Componentes de vedação (peças que evitam vazamentos de óleo hidráulico, como anéis de vedação e anéis de pistão), bicos de lubrificação (interfaces para injeção de óleo lubrificante), rolamentos (peças que reduzem o atrito entre as partes móveis), etc., priorizando produtos de fornecedores consolidados, com foco na usinagem de precisão de componentes estruturais essenciais.
O corpo do cilindro utiliza um tubo de aço sem costura, evitando as dificuldades técnicas da perfuração de furos profundos.
Quando a haste do pistão é projetada como uma estrutura de eixo esbelto, um furo central (para posicionamento durante a usinagem em torno) e uma posição de suporte de repouso estável (explicada nas etapas de processamento subsequentes) são reservados para reduzir a deformação de usinagem;
Os componentes soldados (como o cabeçote traseiro e o cilindro) possuem superfícies cônicas de localização (superfícies de posicionamento cônicas para facilitar o alinhamento durante a montagem) e furos para pinos (furos para inserção de pinos de localização, garantindo que as peças não se desloquem durante a soldagem), assegurando a coaxialidade (o grau de coincidência dos eixos centrais das peças).
O processamento de cilindros hidráulicos de dupla ação com haste única depende de equipamentos especializados e ferramentas de precisão (ferramentas auxiliares de processamento). O equipamento principal deve atender aos requisitos de usinagem de furos profundos, corte estável de eixos esbeltos e acabamento de alta precisão, especificamente conforme descrito a seguir:
Máquina-ferramenta para usinagem de furos profundos: A principal característica é a "rotação da peça e avanço da ferramenta" (para evitar a deflexão da ferramenta devido à sua esbeltez); equipada com um potente sistema de refrigeração e remoção de cavacos (utilizando fluido refrigerante de alta pressão para remover o calor e os cavacos gerados durante o corte, evitando o superaquecimento e danos à ferramenta, e impedindo que os cavacos risquem a peça), ela pode realizar a remoção de cavacos pela frente (utilizada durante o furação de acabamento, os cavacos são expelidos pela frente da peça) e pela parte traseira (utilizada durante a furação de desbaste, os cavacos são expelidos pela parte traseira da peça). O fluido refrigerante é filtrado duplamente (filtro de óleo magnético (adsorve cavacos de ferro) + filtro de óleo de espuma (filtra impurezas)) para garantir a limpeza do óleo. O cabeçote de pressão da máquina-ferramenta (componente utilizado para suportar o porta-ferramentas, guiar a ferramenta e fixar a peça) suporta o porta-ferramentas, guia a ferramenta e fixa a peça. A bucha guia de desbaste (uma bucha que guia a ferramenta de usinagem de desbaste, evitando a deflexão da ferramenta durante o corte) e a bucha guia do porta-ferramentas (uma bucha que suporta o porta-ferramentas, aumentando sua rigidez) aumentam a rigidez do porta-ferramentas e previnem a vibração durante a usinagem.
Ferramentas principais: Cabeçote de mandrilamento de desbaste (ferramenta utilizada para usinagem de desbaste de furos, com um bloco guia frontal de metal duro e um bloco guia traseiro de plástico reforçado com tecido; o primeiro é resistente ao desgaste e o segundo auxilia no posicionamento), cabeçote de mandrilamento de acabamento (ferramenta utilizada para usinagem de acabamento de furos, com estrutura flutuante que se alinha automaticamente com o centro para garantir a precisão da usinagem), cabeçote de brunimento por rolos (contendo rolos cônicos, ferramenta que realiza o acabamento e o reforço por extrusão da superfície da peça).
Equipado com um contraponto elástico (um centro no cabeçote móvel do torno com certa elasticidade, que pode suportar a peça para garantir o posicionamento sem causar deformação devido ao aperto excessivo) e um apoio fixo aprimorado (um dispositivo auxiliar para usinagem de peças esbeltas em um torno, que suporta a peça como um "suporte" para evitar vibração ou flexão, geralmente com três blocos de apoio), usado para torneamento de desbaste (torneamento inicial) e semiacabamento de hastes de pistão; utilizando avanço reverso (a ferramenta se move da extremidade oposta para a extremidade próxima da peça, reduzindo a deformação por flexão da haste esbelta).
Equipamentos de retificação: Retificadora cilíndrica comum (máquina-ferramenta utilizada para retificar o diâmetro externo de peças, equipada com um porta-centro aberto), retificadora sem centros (não necessita de posicionamento central, a peça é girada e retificada pela rebolo e pela roda guia, adequada para produção em massa) (utilizando retificação contínua (a peça entra por uma extremidade da máquina e sai pela outra para retificação contínua) + estrutura de suporte (dispositivo auxiliar para suportar peças esbeltas e evitar vibrações)), utilizada para retificação de precisão do diâmetro externo de hastes de pistão; dispositivo especial de brunimento com rebolo duplo (pode ser modificado a partir de um torno, utilizando dois rebolos inclinados para retificar finamente a superfície da peça, obtendo usinagem de ultraprecisão), para obter acabamento de ultraprecisão.
Equipamento de laminação: Cabeçote de laminação especial para haste de pistão (contendo 12 rolos cônicos, uma ferramenta que fortalece a superfície por extrusão), utilizado para tratamento de reforço superficial.
Máquina de soldagem automática: Máquina de soldagem de costura circunferencial (equipamento usado para soldar costuras circulares, como peças coaxiais como cilindros e tampas traseiras de cilindros, garantindo soldas uniformes), máquina de soldagem de bucha (equipamento usado especificamente para soldar peças do tipo bucha), garantindo a estanqueidade e a coaxialidade da soldagem. Equipamentos de montagem e teste: chave dinamométrica (uma chave que permite definir o torque de aperto, garantindo uma força de aperto consistente dos parafusos e evitando vazamentos devido a parafusos soltos ou danos às peças devido ao aperto excessivo), ferramentas de prensagem (ferramentas usadas para prensar rolamentos e outras peças em suas posições de instalação, garantindo a precisão da montagem), rugosímetro (um instrumento para medir a rugosidade da superfície), medidor de circularidade (um instrumento para medir o erro de circularidade), bancada de teste de pressão (equipamento que injeta óleo de alta pressão no cilindro para verificar vazamentos), garantindo a precisão da montagem e a qualidade do produto.
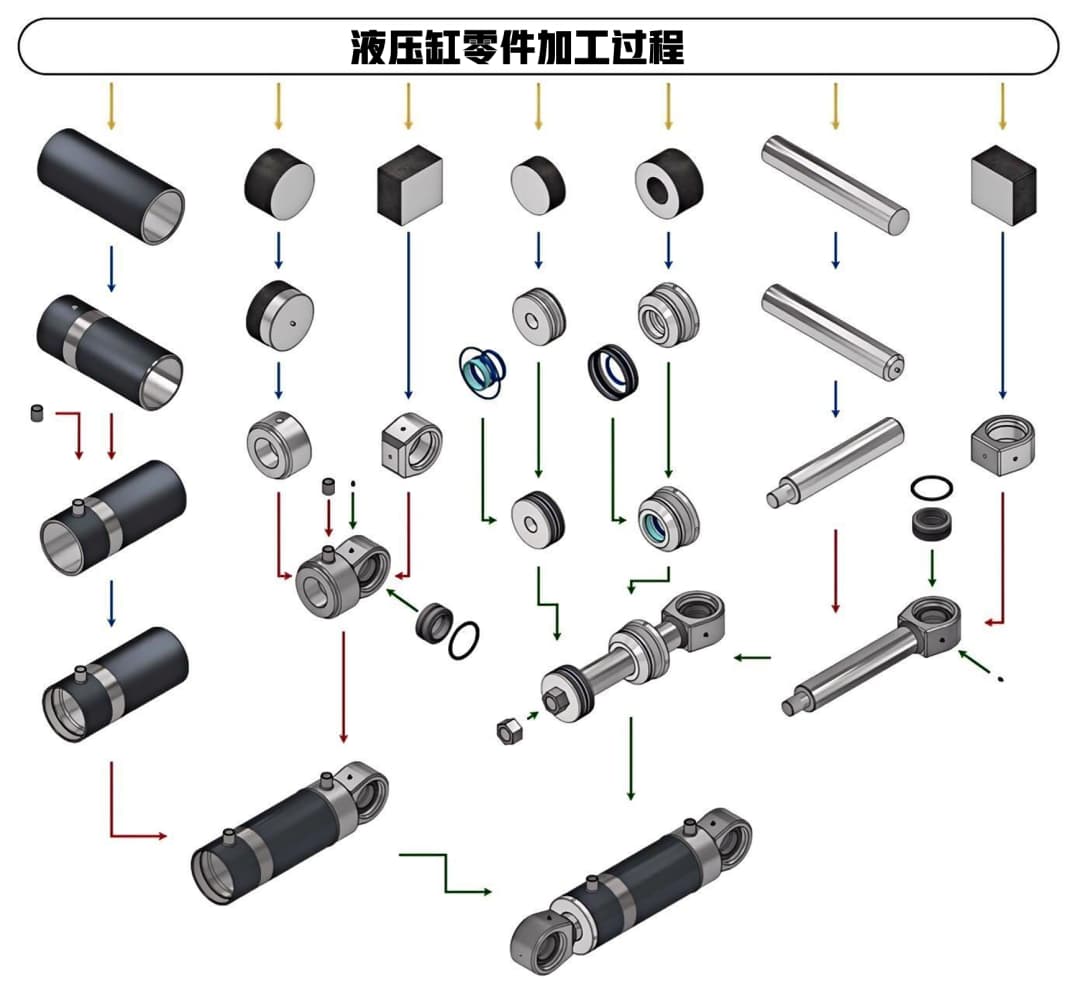
O processo de fabricação de um cilindro hidráulico de dupla ação com haste única pode ser resumido em cinco etapas principais: "Pré-tratamento da matéria-prima → Usinagem do componente principal → Soldagem → Montagem → Teste". Cada etapa requer um controle rigoroso dos parâmetros do processo (como velocidade de corte e taxa de avanço) para evitar defeitos comuns (como desalinhamento do furo e deformação da peça):
Primeiro passo: Pré-tratamento da matéria-prima
Adquira tubos de aço sem costura (cilindro), aço redondo (haste do pistão) e outros blanks que atendam aos requisitos. Estes são então endireitados (um processo de correção da curvatura do blank por meio de pressão ou aquecimento para garantir a precisão do processamento subsequente) e desoxidados (remoção da ferrugem superficial para evitar arranhões na peça durante o processamento);
O bloco do cilindro é cortado no comprimento projetado usando uma serra de fita automática (uma serra que pode cortar metal automaticamente, com alta precisão e eficiência de corte), e a face da extremidade é rebarbada (removendo saliências afiadas na face cortada para evitar arranhões nas vedações durante a montagem); o bloco da haste do pistão tem um furo central perfurado para posicionamento no processamento subsequente.
Segunda etapa: Usinagem do componente principal
(1) Usinagem de furos profundos em cilindros (furação de desbaste → furação de acabamento → brunimento por rolos)
Desbaste (usinagem preliminar do furo do cilindro, removendo a maior parte do excesso de material e deixando uma folga para o acabamento): Utilize uma cabeça de desbaste com blocos guia duplos, ângulo da aresta de corte principal de 60° (o ângulo entre a aresta de corte da ferramenta e o eixo da peça; 60° reduz a força radial e evita a deflexão da ferramenta), removendo a maior parte da folga (deixando 0,15 a 0,20 mm para o acabamento); utilize um sistema de remoção de cavacos pela parte traseira, com óleo de refrigeração de alta pressão (vazão de 300 L/min, pressão de 0,8 MPa) para remover os cavacos à força; parâmetros de corte: velocidade de corte de 1,7 a 2 m/s (a velocidade com que a aresta de corte da ferramenta se move em relação à peça; uma velocidade moderada equilibra a eficiência e a vida útil da ferramenta), avanço de 0,2 mm/r (a distância que a ferramenta percorre a cada revolução da peça; 0,2 mm/r garante um corte estável). Mandrilamento de acabamento (Usinagem fina do furo do cilindro após o mandrilamento de desbaste para garantir a precisão final e a qualidade da superfície): Utiliza uma cabeça de mandrilamento de acabamento flutuante com centragem automática e correção de diâmetro; o bloco guia deve atender aos requisitos de que "a parte frontal corresponde ao diâmetro após o mandrilamento de desbaste, a parte traseira corresponde ao diâmetro após o mandrilamento de acabamento e as dimensões circunferenciais são consistentes"; utiliza remoção de cavacos frontal, vazão de óleo de refrigeração de 200 L/min; parâmetros de corte: taxa de avanço de 2 a 2,5 mm/r, velocidade de corte aumentada em 20% em comparação com o mandrilamento de desbaste.
Brunimento por rolos (um processo que suaviza e fortalece a superfície do furo do cilindro pressionando a cabeça de brunimento contra ela): a sobremedida de brunimento (espessura do material removido durante o brunimento) é controlada entre 0,08 e 0,12 mm (um ajuste por interferência excessivo pode facilmente causar descascamento e rachaduras, enquanto um ajuste por interferência insuficiente não elimina as marcas da ferramenta); velocidade de corte de 1,3 a 1,7 m/s, taxa de avanço de 0,25 a 0,3 mm/r; raio do rolo da cabeça de brunimento R = 2 mm, todas as tolerâncias dimensionais do rolo ≤ 0,005 mm. Após o brunimento, a rugosidade da superfície do furo do cilindro Ra ≤ 0,1 μm, formando uma camada de endurecimento por trabalho a frio (uma camada superficial onde o metal sofre deformação plástica após a laminação e prensagem, aumentando a dureza e melhorando a resistência ao desgaste e a vida útil à fadiga), melhorando significativamente a dureza e a resistência ao desgaste.
(2) Usinagem da haste do pistão (Torneamento → Retificação → Acabamento/Reforço)
Torneamento (O processo de usinagem do diâmetro externo da haste do pistão utilizando um torno, dividido em torneamento de desbaste e torneamento de acabamento): Utiliza fixação com "contraponto elástico + luneta fixa aprimorada"; fios de aço de 4×20mm são colocados entre as garras e a peça (direção de ajuste de contato linear para evitar deformação da peça causada por força de fixação excessiva); quando a relação de esbeltez > 1:80, adicionam-se blocos de apoio de madeira (blocos de madeira que auxiliam no suporte da peça, reduzindo a vibração e evitando arranhões na peça) para amortecer as vibrações; utiliza-se avanço reverso para reduzir a deformação de corte; ângulo da aresta de corte principal da ferramenta de torneamento de desbaste de 75°, rugosidade superficial após usinagem Ra=1,6~3,2 μm. Retificação (usinagem fina do diâmetro externo da haste do pistão utilizando uma retificadora para melhorar ainda mais a precisão e a qualidade da superfície): Utiliza-se uma retificadora cilíndrica convencional com um suporte central aberto (um dispositivo para suportar peças de trabalho finas, que pode ser aberto para facilitar a fixação da peça; os blocos de apoio são feitos de nylon ou madeira dura para evitar arranhões). A velocidade de rotação da peça é relativamente baixa (para evitar vibrações) e a profundidade de retificação é pequena (para evitar o superaquecimento e a deformação da peça). Uma retificadora sem centros utiliza retificação contínua, com o centro da peça abaixo da linha que conecta o rebolo e a roda reguladora (para garantir que o rebolo pressione a peça contra a roda reguladora, evitando vibrações) e é equipada com múltiplos suportes. Após a retificação fina, a rugosidade superficial Ra = 0,2~0,4 μm.
Acabamento/Reforço (processos para otimizar ainda mais a qualidade da superfície ou melhorar sua resistência):
Brunimento com rebolo duplo (processo de retificação ultrafina da superfície da haste do pistão utilizando dois rebolos inclinados): Os rebolos são instalados com inclinações opostas, com um ângulo de cruzamento α = 27°~35° (o ângulo entre o eixo do rebolo e o eixo da peça, que afeta a eficiência da retificação e a qualidade da superfície). A granulometria do rebolo é W10~W20 (quanto menor a granulometria, mais finas as partículas abrasivas na superfície do rebolo e mais lisa a superfície processada). Após o processamento, Ra = 0,01~0,04 μm, e os erros de cilindricidade podem ser corrigidos.
Brunimento por rolos (processo de prensagem da superfície da haste do pistão com uma cabeça de brunimento por rolos para melhorar a dureza superficial e a resistência ao desgaste): sobreposição de brunimento de 0,01 a 0,015 mm, velocidade do fuso de 500 a 600 rpm (velocidade de rotação da peça), avanço de 0,3 mm/r; após o brunimento por rolos, rugosidade superficial Ra < 0,1 μm e a dureza aumenta de HB162~190 para HB220~233. Etapa 3: Processo de Soldagem – Garantindo Resistência Estrutural e Coaxialidade: Antes da soldagem, limpe a superfície de soldagem da peça (livre de óleo e ferrugem para garantir a resistência da solda). Utilize pinos de localização + posicionamento de superfície cônica (inserindo os pinos de localização nos orifícios e encaixando as superfícies cônicas para garantir o alinhamento das peças durante a soldagem e evitar deslocamento) para garantir a coaxialidade; o cilindro e o cabeçote traseiro são soldados utilizando uma máquina de solda de costura circunferencial. A força de fixação (força utilizada para fixar a peça) durante a soldagem é controlada entre 8000 e 12000 N (ajustada de acordo com o diâmetro da peça para evitar danos à peça ou fixação insuficiente que leve ao deslocamento da solda); Após a soldagem, faça o encaixe do rolamento sob pressão enquanto ainda estiver quente (o processo de prensar o rolamento na posição de instalação; operar enquanto quente aproveita a expansão e contração térmica do metal, facilitando a instalação do rolamento). Após o resfriamento, verifique a solda quanto a trincas e poros (defeitos de soldagem que podem levar a vazamento de óleo ou resistência insuficiente). Etapa 4: Processo de Montagem – Controle Preciso de Vedação e Encaixe: Instalação da vedação: A ranhura de vedação (a ranhura usada para instalar a vedação) deve estar limpa e livre de rebarbas e arranhões. Instale o anel do pistão, anel de feltro, etc., na ranhura, evitando torção (a torção da vedação pode causar vazamento de óleo); tratamento de pré-lubrificação: aplique óleo do sistema (o óleo hidráulico usado quando o cilindro está funcionando; aplicá-lo antecipadamente reduz o atrito durante a montagem e evita o desgaste da vedação) em todas as superfícies em contato com o óleo hidráulico; Montagem do subconjunto: a haste do pistão e o pistão são travados juntos com uma porca, garantindo que o desvio axial do ressalto do eixo (o erro de desvio da face da extremidade do ressalto do eixo em relação ao eixo, ≤0,02~0,04 mm, para evitar o deslocamento do pistão após a montagem) ≤0,02~0,04 mm; montagem final: instale o subconjunto da haste do pistão no cilindro e aperte a conexão roscada entre o cabeçote dianteiro e o cilindro com uma chave dinamométrica para garantir uma vedação confiável. Etapa 5: Inspeção e Embalagem do Produto Acabado — Controle de qualidade final antes do envio: Inspeção de precisão: verificação das tolerâncias dimensionais (faixa de desvio permitida das dimensões da peça), circularidade, cilindricidade e rugosidade superficial do furo do cilindro e da haste do pistão; Testes de desempenho: realização de testes de pressão (injeção de óleo de alta pressão no cilindro, manutenção da pressão por um período determinado e verificação de vazamentos para garantir a vedação adequada) e testes de precisão do curso (verificação do desvio entre o comprimento real e o comprimento projetado da extensão e retração da haste do pistão para garantir a precisão do movimento) (movimento suave, sem travamentos); Embalagem anticorrosiva: tratamento anticorrosivo da superfície (como aplicação de óleo anticorrosivo e embalagem com papel anticorrosivo para evitar ferrugem durante o transporte e armazenamento), seguido de selagem para evitar arranhões durante o transporte. Observação: Um cilindro hidráulico de ação simples ou dupla, fabricado com processos padronizados e com manutenção regular, pode ter uma vida útil de vários anos ou até mais.
Desvio na usinagem de furos profundos em cilindros: Utilize rotação da peça + cabeçote de mandrilamento com bloco guia duplo, bucha guia do cabeçote de pressão e suporte central para aumentar a rigidez da barra de ferramentas e realize corte em dois estágios após o desbaste para garantir sobremedida uniforme; Vibração e deformação na torneagem de hastes de pistão: Contraponto elástico + luneta fixa de três apoios + avanço reverso para reduzir a tensão e a vibração de corte; Descascamento superficial após laminação: Controle a sobremedida de laminação (0,08~0,12 mm), rugosidade superficial pré-usinagem Ra=1,6~3,2 μm, evite vales excessivamente profundos (vales excessivamente profundos impedem o preenchimento do metal durante a laminação, resultando em descascamento); Coaxialidade acima da tolerância após soldagem: Utilize pinos de localização + posicionamento de superfície cônica, endireite a peça após a soldagem (corrige a deformação causada pela soldagem) e controle a força de fixação para evitar a deformação da peça.
O cilindro de dupla ação com haste única (conexão roscada na parte frontal do cabeçote, conexão soldada na parte traseira) apresentado hoje é uma solução de uso geral. Na produção real, o processo precisa ser ajustado de acordo com o tipo de cilindro: Cilindro com tirantes: O cilindro e o cabeçote são conectados por tirantes (parafusos longos que conectam o cabeçote e o cilindro), sem necessidade de soldagem, e o foco está no controle da força de pré-aperto dos tirantes (a força de aperto dos tirantes, muito frouxa, causará vazamento de óleo, muito apertada danificará o cilindro); Cilindro telescópicoProjeto de encaixe de cilindros em múltiplas seções, exigindo a garantia da coaxialidade e da extensão e retração suaves de cada seção (evitando o travamento entre as seções); Cilindro de alta pressão: Seleciona-se material de liga de alta resistência, e o furo do cilindro adota o processo de "furação de precisão + laminação múltipla" para aumentar a resistência da superfície (para suportar maior pressão hidráulica).


 Rede IPv6 suportada
|
Mapa do site
|
Xml |
blog |
política de Privacidade
Rede IPv6 suportada
|
Mapa do site
|
Xml |
blog |
política de Privacidade

 pt
pt 






